Маркировка труб необходима для идентификации изделий в процессе изготовления, учета, транспортировки и продажи. Процедура предполагает нанесение на поверхность продукции цифровой и буквенной информации, которая отражает ее основные характеристики. Выполняют маркировку с помощью специальных устройств – маркираторов труб.
Технологии
Трубы производятся из разных материалов – металл, пластик, оцинкованная, углеводородная сталь, чугун и т.д. Каждая разновидность подлежит обязательной маркировке. На изделиях наносится следующая информация:
- диаметр;
- материал изготовления;
- тип трубы;
- производительность;
- прочность;
- дополнительные характеристики.
При обработке труб используются разные технологии, в зависимости от материала, особенностей нанесения информации, ее качества и других параметров. Маркировку, как правило, выполняют на наружной поверхности – вдоль оси вращения трубы. Такой вариант вызван потребностью надежно зафиксировать изделие и плотно прижать к ней маркиратор для труб. Кроме этого оператор может визуально контролировать процесс нанесения данных.
Используемые технологии:
- Лазерная гравировка – информация наносится с помощью лазерного луча. Он способен испарять вещество и менять его свойства, что обеспечивает формирование качественных изображений. Данные наносятся быстро и не стираются. С помощью лазеров можно штамповать буквы и цифры любых размеров на изделиях разной формы и материала изготовления.
- Электромагнитная технология – обеспечивается каплеструйными принтерами, работа которых основана на бесконтактном способе нанесения информации. Данные образуются построчно с помощью капель чернил. Они наносятся с большой скоростью, мгновенно высыхают и образуют на поверхности точки, из которых формируются рисунки и надписи.
- Сублимационная печать или термоперенос – данные изначально штампуются на промежуточном носителе (специальная бумага), а затем, с помощью горячего пресса переносятся на обрабатываемую поверхность. Такой вариант используется на металлических трубах, покрытых специальным полимером. Пластиковые изделия не подходят, поскольку материал плавится под воздействием высокой температуры.
- Ударно-точечное клеймение также используется на металлических изделиях. Символы формируются последовательностью точек, которые образуются при остаточной деформации металла в месте удара маркирующей иглы. Ослабление материала не происходит, поскольку такая маркировка не ухудшает прочностные характеристики изделия. Данные, отображаемые на поверхности, считаются постоянными. Для удаления маркировки нужно снимать верхний слой металла на глубину, большую, чем глубина рисунка.
- Прочерчивание – технология подразумевает нанесение непрерывных линий в месте обработки изделия. Метод сводится к штамповке данных с помощью прочной иглы с алмазным или вольфрамо-карбидным наконечником. Она прижимается к маркируемой поверхности и процарапывает ее. В отличие от ударно-точечной маркировки механическое воздействие здесь минимальное. Глубина вдавливания игры регулируется.
- Комбинированная маркировка – применяется на трубах с большим диаметром, от 324 мм и более. Предполагает использование ручной обработки и лазерной технологии. Поверхность, в месте нанесения маркировки, покрывается черной краской. После высыхания наносится слой белой краски. Далее к изделию подводится головка лазерного маркиратора, с помощью которой штампуются данные.

Оборудование для маркировки труб
Для нанесения информации используется несколько видов маркираторов. Речь идет о каплеструйных, лазерных, электрохимических, подчеркивающих и ударно-точечных приборах. Особенность оборудования для обработки труб в том, что большинство моделей внедряются в производственные линии. Таким образом, продукция проходит процесс маркировки сразу после изготовления.
Ударно-точечные маркираторы
Маркираторы ударно-точечного типа (например, Sic e10D-p63) для труб НКТ и других разновидностей обеспечивают следующие параметры маркировки:
- неудаляемость данных – глубина нанесения 0,3-0,5 мм в металле;
- читаемость – информация остается читабельной на протяжении всего срока эксплуатации изделия;
- небольшой размер надписи – 6-8 мм.
Ударно-точечные маркираторы выпускаются нескольких разновидностей, с одной или несколькими иглами. Компоненты приводятся в движение с помощью электромеханического модуля. Последовательность создания углублений на обрабатываемой поверхности устанавливается контроллером. Глубина зависит от наконечника иглы и силы тока, которая передается контроллером на соленоид ударного компонента. Техника не предполагает использование расходных материалов.
Каплеструйные модели
Использование каплеструйных принтеров – популярный вариант среди производителей по следующим причинам:
- удобство нанесения с помощью компактного оборудования;
- автоматизация процесса – риск совершения ошибок минимальный;
- легкость перенастройки программ работы оборудования;
- невысокий расход электроэнергии;
- эффективная работа в разных температурных режимах;
- высокая скорость работы техники;
- отличное качество штамповки – высокая четкость, контрастность и долговечность.
- устойчивость данных к стиранию;
- низкая стоимость обработки.

Единственный недостаток такого варианта – для работы принтера нужно отдельно покупать расходные материалы (чернила).
Прочеркивающие маркираторы
Используются для обработки труб, диаметром 60 мм и больше, твердость поверхности которых не превышает 40 HRC. Устройства отличаются бесшумностью в работе, поэтому отлично подходят для помещений с ограничениями по уровню тишины. Специальная игла делает качественные и надежные надписи, глубиной до 0,8 мм. Техника имеет надежную конструкцию, поэтому может функционировать в условиях сильной запыленности. Механизм перемещения маркировочного модуля защищается металлическими шторками.
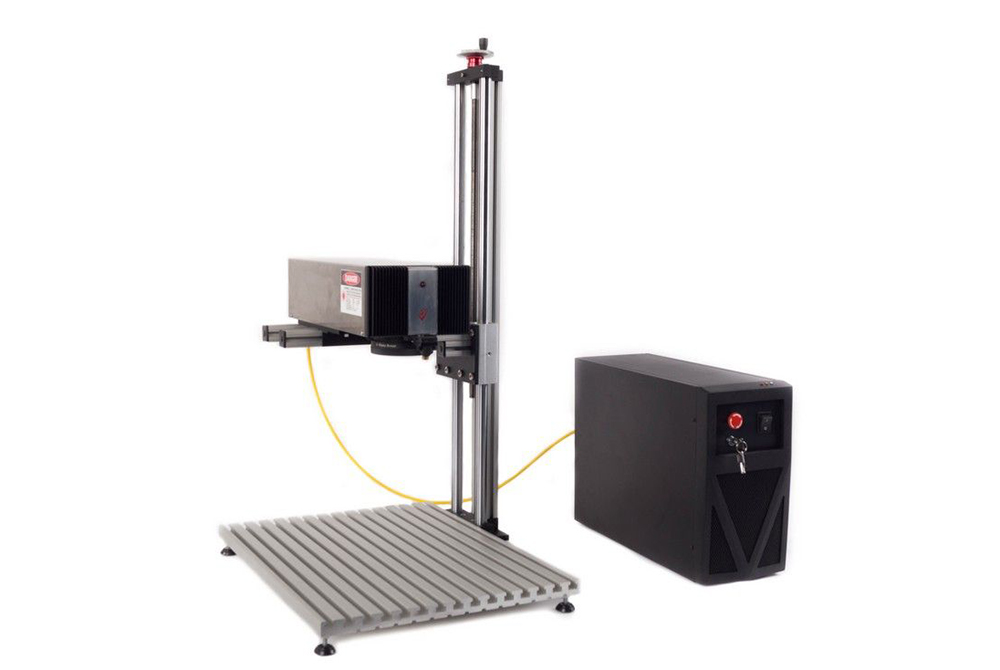
Лазерное оборудование
Лазерная маркировка – дорогостоящий вид обработки. Но при использовании лазерных устройств обеспечиваются следующие преимущества:
- простота нанесения информации;
- полная безопасность процедуры, как для изделия, так и для оператора;
- для создания качественной надписи требуется небольшая мощность – скорость обработки лазерным лучом до 1500 мм/сек.;
- полностью бесконтактная технология, не требующая покупки расходных материалов;
- отсутствие ошибок в работе аппаратуры.
- качество изображений максимально высокое.
Лазерная маркировка может применяться на любых разновидностях труб.
Электрохимическая маркировка
Работа оборудования основана на протекании электрохимической реакции в среде электролита под воздействием электрического тока. В результате реакции надписи с заранее подготовленных трафаретов переносятся на токопроводящую поверхность. Техника может использоваться только при обработке металлической продукции. Производят ручные модели, полуавтоматические приборы и полностью автоматизированные системы, работающие без фактического участия оператора.
Преимущества оборудования:
- высокая производительность при простоте работы;
- невысокая стоимость аппаратуры;
- отсутствие деформации и повреждений обрабатываемой поверхности;
- высокая надежность техники.
С помощью электрохимических систем можно обрабатывать различные металлические изделия, вне зависимости от их формы и размеров. Конструкция большинства разновидностей маркираторов имеет модульную конструкцию. Это расширяет их возможности, в процессе работы, посредством введения в конструкцию дополнительных модулей.